





产品别名 |
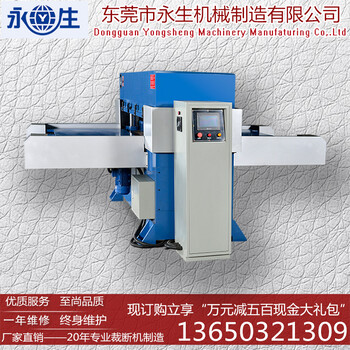
裁断机厂家,裁断机生产,裁断机制造,永生裁断机 |
面向地区 |
品牌 |
永生 |
|
加工定制 |
是 |
冲程调节范围 |
50-240mm |
,要确定是新机器买回来就冲不断还是用了一段时间后冲不断?
这一点非常重要,如果新买的全自动裁断机机器就冲不断,证明机器压力不适用于这个产品,也就是压力不够。如果购买新机器能冲断使用一段时间后冲不断,则证明是机器压力变小了,原因可能是超压使用,漏油,液压元件损坏等原因。
第二,是某个区域冲不断还是下面几层冲不断?
如故冲切时某个区域冲不断,表明机器上下工作台的平行度不够(机身变形了),机身变形较小时可在垫板下适当垫上一些纸片或塑胶薄片来抵消误差,变形较大的需找人士来调校,如变形太大需回厂维修。若下面几层冲不断表明机器压力不够,刀模调节不准确或已到机器下极限。
第三,是一直冲不断还是偶尔冲不断?
一直冲不断的代表机器压力不够或有配件损坏,但若有时冲不断有时能冲断,代表机器压力不稳;此现象需在液压系统中添加稳压装置,维修较为麻烦。
以上几种为常见的下料机冲不断材料的原因.
我们在使用全自动裁断机下料机过程会碰到下不到位的故障(有的快到底部,有的停在中间一半的位置)。那么下料机下不到位是哪里的问题呢?
下料机
一,下限开关损坏或线路松动破损;下限开关也是裁切位置开关,当开关损坏或接触不好时(包含线路),下料机在下裁过程中,前段接触着可以下裁,但等下降到一半位置时突然接触不良切断供电,下料机就停在中间位置(有的返回到顶部,每个厂家的电路原理不一样)。每次冲切到一半位置自动返回,找不出任何元器件问题,后发现是控制下限的线路破损(也就是是断非断的那种)真叫人啼笑皆非。处理好线路后一切正常。
第二,机械部分卡死;机械部分卡死的案例较少,但出现过,主要是长时间缺少润滑油引起的,当然还有其他零配件引起卡住,请注意观察)。每次下料机下裁时到磨损坏掉的位置就卡住;一般这类故障比较明显,当发现下料机下裁不到位时任然感觉到在加压,那么机械卡死的可能性很高。(机械部分故障一般肉眼都能看到)。
第三,加压阀损坏;加压阀损坏的案例很多,小编经常碰到,主要症状是裁断机下裁碰到刀模没有加压就回程了,所有动作都正常;碰到这类问题更换加压阀就能恢复正常。
裁断机高强度抗变形与良好弯曲性相结合:模具厂家所寻求的R机械性能恰好与模具用户相反,制模厂要求强弯折性的钢材,而用户要求抗变形。两项需求虽然不可能同时得到完全满足,但钢材的显微结构可为两者优化。
裁断机裁刀设定时,一定要先放松设定手轮,使设定杆接触到裁断点控制开关否则裁刀设定开关转至ON时,无法产生设定的动作。更换新裁刀,如高度不一样时,请依设定方法,重新设定。工作时裁刀尽量置于上压板之中央位置,以免造成机械之单边磨损,影响其寿命。正常磨损阶段裁断机的刀具表面经初期磨损,峰点其本被磨平,表面的压强趋于匀衡,刀具的磨损量VB随时间的延长而均匀地增加。该阶段的磨损曲线基本上是线性的,其斜率代表磨损强度,是比较刀具性能的一个重要指标。
| 宝贝 |
|















最近来访记录










